克拉管的安装与施工
 : 2021/05/07
: 2021/05/07  : admin
: admin  : 3078次
: 3078次
安装工具


●焊机一套
●拉紧器一套(包含钢带和扣子)
●吊带四条
●手板葫芦两个
●水桶抹布个
●铁锤一个
产品施工
1施工工艺及流程:克拉管,均为埋地施工,其一般施工工艺流程为:施工准备 → 测量放线 → 管沟、井室开挖 → 沟槽验收 → 管沟垫层 → 管道敷设(检查井安装) → 管道连接 → 管道与井室间连接密封 → 部分回填 → 闭水试验 → 隐蔽验收 → 全部回填。
2 沟槽开挖:沟槽开挖时,应按设计时施工图纸进行。管沟宽度:沟槽槽底净宽度,当管径不大于450mm时,管道每边净宽不宜小于300mm;当管径大于450mm时,管道每边净宽不宜小于500mm。
3管道沟槽:管沟开挖后,应做好排水措施,防止沟槽底部受水浸泡,地耐力应满足要求;若地基不稳定须加固地基后再进行管道铺设。
4当沟槽满足以上要求后,再将槽内整平,去除槽内的石头及尖锐物,用河沙打垫层铺平夯实,密实度应满足要求,垫层厚度不得小于200mm,表面应平整,管道基础的承插口部位应预留凹槽,以便于承插口安装操作。
5下管安装:管材下管前,必须按产品标准逐节进行外观检验,以及电热丝是否完整,不符合产品标准者,严禁下管敷。要根据管材直径的大小,沟槽和施工机具设备的情况,将管材平稳缓慢的放入沟槽底,不得与沟壁、沟底强烈撞击。
6工艺原理(电热熔)
电熔熔接原理是利用电熔焊机给电熔管件内壁镶嵌的电热丝通电,从而使电热丝产生热效应,热能将管材管件接触面的PE材料加热并融合,表面PE分子相互渗透、冷却后,融合界面的PE分子结晶化,从而完成一次焊接过程,聚乙烯一般在190℃~240℃之间的范围内被熔化(不同原料牌号的熔化温度一般也不相同),此时若将管材(或管件)两熔化的部分充分接触,并施加适当的压力(拉紧器),冷却后便可牢固地融为一体。由于是聚乙烯材料之间的本体熔接,因此接头处的强度与管材的本身的强度相同。
管道安装(电热熔):安装前先将承插口内外表面清理干净,承口与插口处不得有任何杂质、淤泥、液体等影响承插作业的物体;检查承口端焊丝是否有短路、断裂、未固定等现象;在承插安装前需对承口进行预热,特别是在承插口尺寸受环境温度影响的情况下,难以承插或者承插不到位的情况,需要对承口进行预热作业,便于顺利的将插口推进至承口内。(严禁带水焊接)
②承插安装:承口预热后,及时将插口与承口对接,并将插口对准承口中心线用手动葫芦提力工具将插口慢慢插入承口内,承插深度大于100mm。且承口与插口间缝隙不能超过0.5毫米。如图11(注:须用双葫芦进行安装具体如图1.11)

图11

图11.1
7焊接:采用220V电压焊接机进行焊接操作,计算焊接电流、焊接时间,并开始焊接,焊接过程中,通过观察焊口处的溢料情况对承插口进行紧固作业,一般紧固3次左右。涨紧器使用如图11.2.
涨紧器须与焊丝错开如图11.3.

图11.2

图11.3

图11.4
8电热熔完成后,应让接头自然冷却,不得使用洒水等方式强制冷却,自然冷却期间保留涨紧带和支撑环,不得移动管道。完全冷却后撤掉支撑环和涨紧带方可进行下部工作。
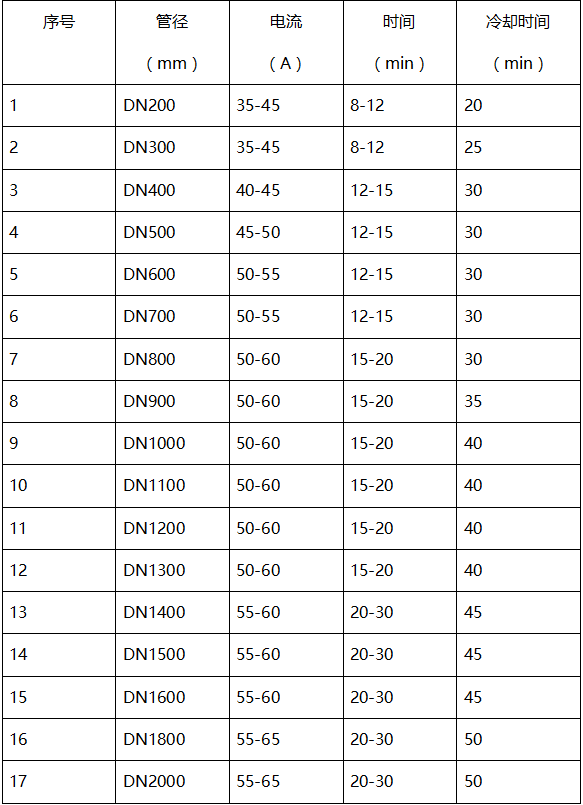
焊接参数一览
备注:由于各个工地电压电流、环境、温度及空气湿度因素,电流范围及焊接时间仅做参考。
9管道安装(胶圈连接)①管道接口作业:安装前先检查管沟是否平整是否有石头或者容易对管造成损伤的尖锐物。检查管沟完成后将管用双吊带将管掉入管沟,然后检查承插口内外表面是否清理干净,承口与插口处不得有任何杂质、淤泥、液体等影响承插作业的物体;再将胶圈正确的套在管槽内(注意:要将胶圈平均按压入管槽内)如图11.4承插安装前需对承口进行润滑(用洗洁精水或者肥皂水),以便于顺利的将插口推进至承口内。②承插安装:将双密封圈正确的放在承口凹槽内后,再将承口润滑,然后及时将插口与承口对接,(注意:管子承口与插口必须平)并将插口对准承口中心线用手动葫芦提力工具将插口慢慢插入承口内,承口深度145mm-150mm插口深度150mm(不包含斜角),插口与承口对插完成后外部间隔应≥10mm保证内壁承插口接口处吻合。(须用双葫芦拉防止受力不均拉歪)如图(11.1)管道安装完后须用沙袋将管道两边固定好防止管道接头因外力产生位移而影响闭水质量。
2.1管道安装完成后(≥DN800)应对管道进行径向支撑,支撑量≥D+2cm的预变形量(D为管道内径),管道支撑必须在回填前完成。
2.2每根HDPE管(≥DN800)采用2-4点支撑,用100*100mm木方,或钢管支撑,上下用两根长2m,宽大于100mm的木方承担管道径向支撑作用力。
2.3管道两侧和管顶以上0.5m范围内的回填材料应由沟槽两侧对称运入槽内,不得直接扔在管道上,回填其他部位时,应均匀运入槽内,不得集中推入。
2.4管道两侧回填土填筑高差不应超过300mm,填土应分层夯实,每层的虚铺厚度按采用的夯实工具和要求的压实工具及要求的压实密度确定。当管道敷设在车行道下面时,管顶覆土不宜小于0.7m。敷设在人行道时,不宜小于0.5m。
2.5 HDPE管道与检查井连接:HDPE检查井基础采用中粗砂基础,厚度一般不小于20cm,检查井安装稳固后,先将承口内外表面清理干净,将HDPE管插口与检查井承口对接,并将插口对准承口中心线用手动葫芦提力工具将插口慢慢插入检查井承口内,承插深度大于100mm,当管道埋深≥6m时,应选择环刚度较高的HDPE缠绕结构管材,检查井采用钢筋混凝土检查井,由于钢筋混凝土检查井的施工工期相对较长,所以管线敷设和井室施工一般同时进行,没有严格的先后顺序,但应保证井室墙体钢筋绑扎前,管线已敷设到位,避免因预留孔洞造成位置偏差。 相对于钢筋混凝土管道,HDPE管材质量轻,装卸方便,安装简单,可大大降低劳动强度。
2.6未尽事宜请参照设计要求及中国工程建设标准化协会标准CECS 164:2004《埋地聚乙烯排水管管道工程技术规程》和国标《给排水管道工程施工及验收规范》(GB50268-2008)



 : 2021/05/07
: 2021/05/07  : admin
: admin 


